Background
A coal miner in Queensland needed to replace a sewage treatment plant as the existing asset had come to the end of its life.
MAK Water was engaged directly by the miner to design and construct the sewage treatment plant for the existing site.
The plant was constructed according to project engineering and design specifications, using project preferred electrical equipment, and supplied with site specific vendor drawing and data package. MAK Water provided site installation support and commissioning of the plant.
Solution
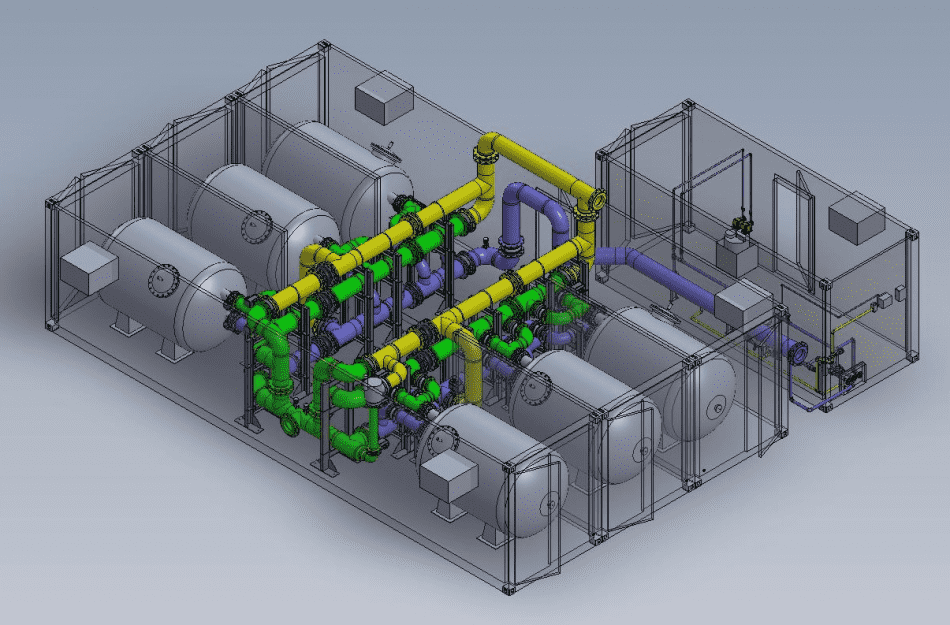
MAK Water provided a Membrane Bioreactor (MBR) Sewage Treatment Plant which produces treated effluent complying with Class A+ effluent in QLD.
MAK Water Key Solutions
- HAZOP, safety in design, operability and constructability studies
- Compliance to client specific specifications including preferred equipment, drawings & data package
- Corrosion resistant fibre-reinforced plastic (FRP) bioreactor with internal plant room providing 20+ year plant design life
- Duty/standby arrangement for rotating equipment

Results and benefits
- Coal mine specification compliance. A fit-for-purpose solution that complies with client specifications in a commercially sensible manner.
- Pre-tested, modular design. Plant was fully assembled and factory tested and supplied with prefabricated interconnecting piping and cabling for easy site installation.
- Safe, Compliant Effluent. Designed around the site-specific influent quality to meet the required Class A+ treated effluent quality
- Lowest operating cost. Plants were designed to minimise operator intervention and fitted with remote monitoring and control capabilities.
Up next
Related projects
One of the large global mining and processing companies was developing a new mine to extend the life of their Weipa bauxite operations by a planned four decades. MAK Water was engaged by the global Engineering, Construction, and Project Management Company (EPCM) contractor to design and construct the sewage treatment plant for the mine infrastructure area (MIA). The plant was constructed according to project engineering and design specifications, using project preferred electrical equipment, and supplied with site specific vendor drawing and data package. MAK Water provided site installation support and commissioning of the plant.
Queensland

The Bozshakol Copper Project, owned and operated by KAZ Minerals (formerly Kazakhmys), is the largest single copper mine development in Kazakhstan, and one of the largest undeveloped copper deposits in the world. A leading Australian engineering firm was engaged to provide detailed design and procurement services for the copper sulphide processing plant and associated facilities, which included process water and potable water treatment plants. MAK Water was selected thanks to our innovative containerised design, extensive experience in delivering high quality packaged water treatment plants for remote mining projects, and our ability to customise our solution to meet the project requirements.
Kazakhstan, Overseas
MAK Water worked cooperatively with the client’s engineering consultant throughout the scoping and feasibility study phases and was awarded the contract to supply the potable water and sewage treatment plants for the accommodation camp and the process plant.
Laverton, Western Australia

A coal mining operation required a new water treatment solution to replace an ageing plant used for process water. The system needed to comply with stringent coal mining specifications, including HAZOP standards. The project included two sites with requirements of 30m³/day and 300m³/day.
Queensland

A major iron ore development in the West Pilbara region required a reliable water supply and wastewater treatment solution to support mining operations. With limited freshwater resources in the area, a sustainable desalination and wastewater treatment strategy was essential to ensure operational efficiency and regulatory compliance.
Pilbara, Western Australia

A large mineral sands mining company was developing a new mine in the Murray Darling Basin and due to its remote location, access to infrastructure support was a major issue. The only water source that was available for use was hypersaline bore water that required substantial treatment prior to use as process water and potable water. MAK Water offered a five-year Build-Own-Maintain (BOM) model with the option for a five year extension that aligned with the customers’ requirements in terms of operational support and expected duration that the asset was required on site. MAK Water was selected to design and manufacture a reliable solution to treat the bore water to suit the project requirements.
New South Wales


